制药、食品、精细化工与新能源等领域,真空浓缩是保障产品品质、实现溶剂高效回收的关键环节。面对越来越严苛的物料稳定性与生产合规要求,常规真空浓缩已难以适配高端工艺,超低真空浓缩凭借更优的运行特性,成为行业技术升级的重要方向。
一、常规真空与超低真空的核心差异
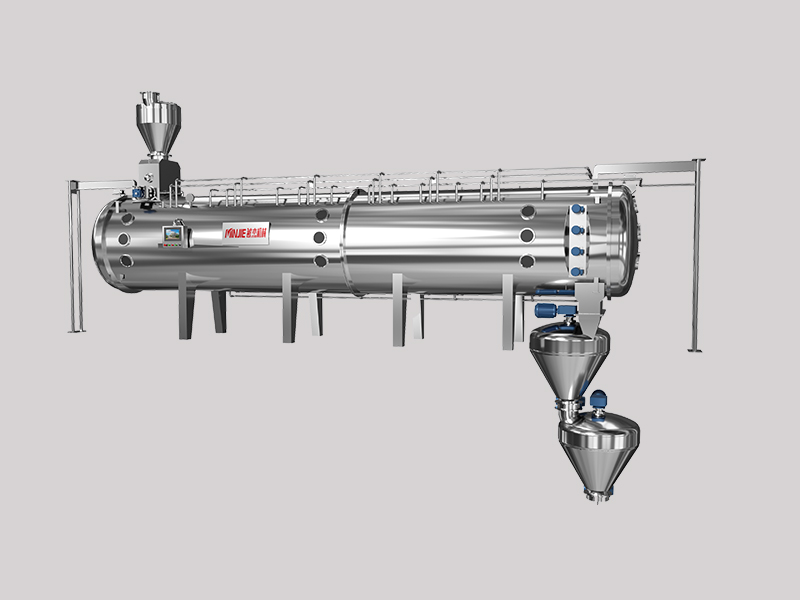
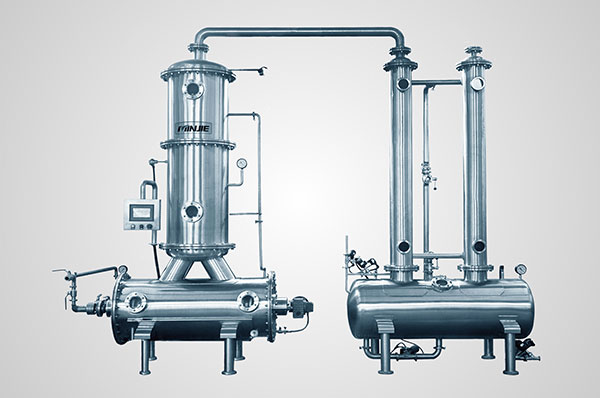
常规真空浓缩依靠负压降低物料沸点,实现低温蒸发。超低真空浓缩在此基础上,进一步优化真空环境,使系统运行更稳定、蒸发更温和,从原理层面提升了浓缩过程的可控性与安全性。
二、超低真空浓缩的核心优势
1. 温度控制更温和
在深度真空条件下,物料蒸发温度更低且波动更小,可有效保护热敏成分,避免物料受热变性、有效成分流失,更好地维持产品原有品质。
2. 溶剂回收更完善
密闭式超低真空系统让溶剂汽化与冷凝更充分,提升回收效率,减少物料损耗与废气排放,兼顾经济效益与环保要求。
3. 运行更稳定可靠
系统压力平稳,可降低爆沸、结焦、粘壁等问题,配合连续化工艺设计,能够长期稳定运行,满足工业化连续生产需求。
三、工业应用价值
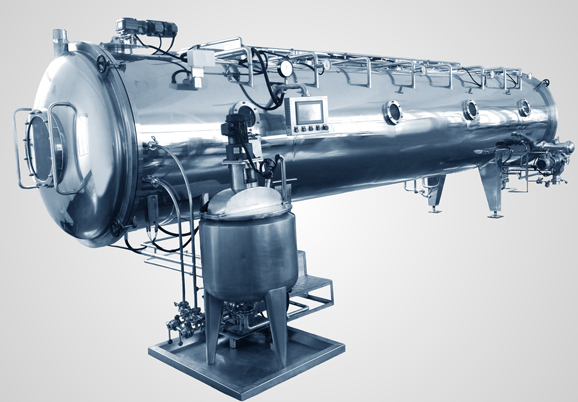
超低真空浓缩技术可广泛应用于对温度敏感、需溶剂回收、追求稳定连续生产的场景,适配制药、食品、生物、化工等多个行业。设备自动化程度高、安装便捷,能够快速融入现有生产线,为企业提质、降本、增效提供有力支撑。
结语
从常规真空到超低真空,是浓缩技术向更温和、更高效、更稳定的重要跨越。依托成熟的工业设计与稳定性能,超低真空浓缩方案可有效解决传统工艺痛点,助力企业实现更高标准的连续化生产。






 您的当前位置:
您的当前位置: